The galvanizing production line is a complete set of equipment for hot-dip galvanizing a layer of zinc alloy coating on both sides of the steel coil. It is composed of finishing machine, tension leveling machine, oiling machine, shearing machine, winding machine and other equipment.
The main process flow of galvanized sheet
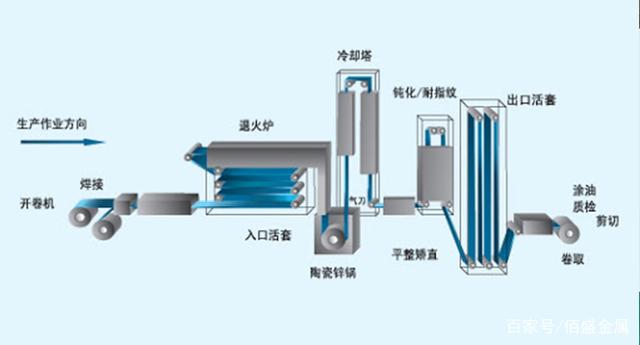
Coiling → double uncoiling → cutting head and tail cutting → welding → alkaline cleaning → primary brushing → electrolytic cleaning → secondary brushing → hot water rinsing → hot air drying → inlet looper → continuous annealing → hot-dip galvanizing (ceramic zinc pot) → air knife blowing (introduced) → → air cooling after plating → water quenching → leveling machine (reserved) → stretch leveler → passivation treatment (reserved for fingerprint resistance) → outlet looper → oiling →cutting→coiling→unrolling→weighing→packing
The function of each section of the galvanizing line
Cleaning section: Remove cold rolling lubricants and iron powder from the surface of the strip. Cleaning before the entry looper facilitates stable tracking of the strip within the entry looper while avoiding dents and scratches.
Entrance looper section: Provides a vertical looper of effective length when the welding stops at the entrance, enabling continuous production of the production line.
Furnace section: vertical continuous annealing furnace, reaching the specified annealing cycle.
Galvanizing section: The strip is dipped in a molten zinc pot for galvanizing.
Planer and tension leveler sections: improved performance.
Post-treatment section (passivation): Tandem twin roll coater with furnace and cooling for coating white rust and fingerprint resistant chromate solutions.
Exit looper section: When the exit section stops cutting, a vertical looper of effective length is provided to make the production line run continuously.
Post time: Aug-08-2022